Станки профилегибы
Гибочные станки этого типа предназначаются для изготовления гнутых деталей, используемых в сооружении строительных объектов из железобетона, металлоконструкций и других изделий. Станки для гибки арматуры и профильных труб особенно широко применяются в производстве железобетонных изделий и конструкций, использующем стальной пруток в качестве армирующего материала, а также в отраслях, выпускающих пространственные конструкции рамы, фермы, металлическую мебель и т. Простейшие станки для гибки арматуры прутка из арматурной стали представляют собой приспособление, состоящее из упора, на котором располагается неподвижная часть заготовки, пальца ролика , вокруг которого огибается изгибаемый пруток, и поворотного нажимного рычага, передающего усилие на свободный конец заготовки. Для работы с таким устройством достаточно возможностей руки оператора. Радиус гиба задается диаметром пальца, угол изгиба — углом поворота рычага. Станки с механическим приводом для приложения усилия к арматурному прутку используют электромотор, вращающий круговое основание с установленным на нем нажимным пальцем.



")


Автоматический станок для гибки труб с функцией проталкивания «CNC 38 S EL»
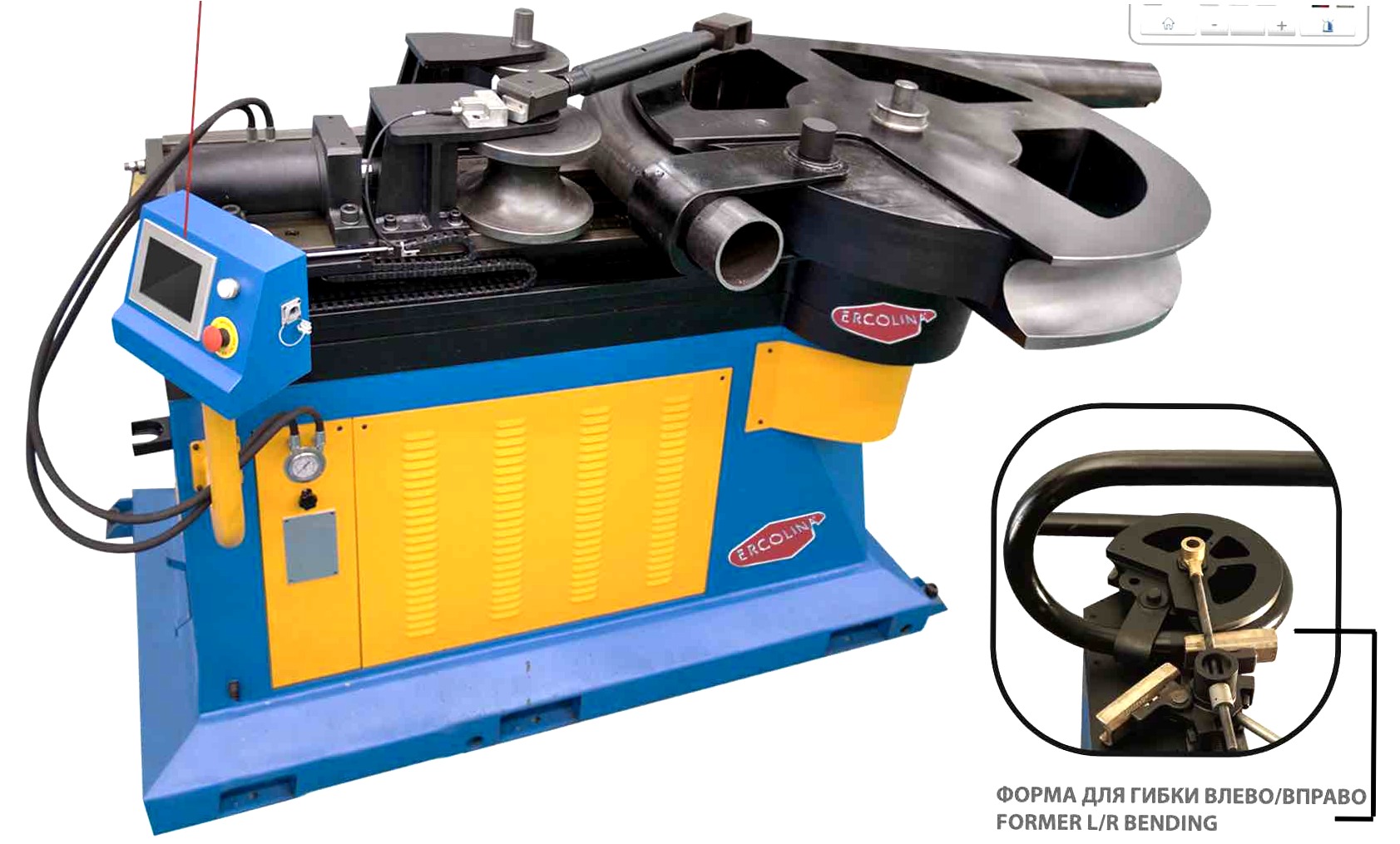
Станок для гибки трубы WG51 предназначен для изготовления изогнутых деталей из металлических труб диаметром до 51 мм. Он работает по принципу, когда труба подается между роликами, где специальное ушко захватывает трубу, а главный диск изгибает ее в нужном направлении и под нужным углом. Обладает впечатляющей мощность двигателя в 3 кВт , обеспечивая достаточную энергию для работы с тяжелыми и жесткими материалами. Станок оборудован системой управления, которая позволяет программировать необходимые параметры изгиба, такие как радиус изгиба, угол изгиба и длина изгибаемой части трубы.











 по гибке труб и профилей")
Заказ и покупку профильного трубогиба необходимо начинать с определения производственной задачи и технических характеристик станка. Основным фактором является сечение и количество заготовок, которые необходимо будет гнуть. Если трубогиб для круглой трубы имеет множество вариантов конструкции, то основой профилегиба для квадратной или прямоугольной трубы почти всегда являются три ролика, между которыми и осуществляется гибка путем прокатки заготовки. Регулируя нажатие второго ролика можно задавать необходимый радиус сгиба детали.